What if you want to make your own BHO and reclaim your butane, but don't have the money to assemble a Skunk Pharm Terpenator?
What if you have lots of time, but limited financial resources?
A simple system like the Tamisium Essential Oils Extractor comes to mind, but while of quality design and manufacture, they certainly aren't cheap.
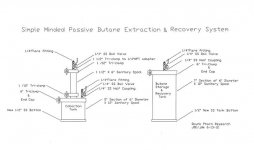
I started looking at passive butane recovery, which simply requires that the extraction pot be in hot water, and the recovery pot in an ice bath. I even designed a simple minded system from scratch, so as to get the price down, but alas, local machine shop costs still made it expensive and outside the resources of most maw and pa patients on fixed income.
Hee, hee, hee, a serendipitous order mistake at Glacier tank almost gave me a wet leg, because I had previously asked for 6" diameter sanitary spools, and was told that they were not available.
The spools are 12" long, so one is enough material to make the two tanks required, simply by cutting them in two pieces and welding on new bottoms.
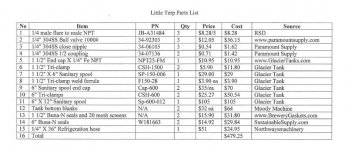
I also grabbed two end plates, and tri-clamps, so that the two tanks will have tops, as well as a 1 1/2" tri-clamp ferrule, and a 1 1/2" tri-clamp to 1/4" female NPT adapter, plus the two 1 1/2" tri-clamps.
I grabbed a 1 1/2" spool 6" long for the column, which should about an ounce of dried prime bud, that has been sized and the sticks removed, by passing it through a 10 mesh sieve.
I picked up three 1/4" stainless ball valves at Paramount Supply, along with two 1/4" NPT 304 stainless half couplings.
For bottoms to the tanks, I ordered 1/2" X 6.5" diameter 304 blanks laser cut from plate, and dropped the parts off at a retired friends machine shop to have them machined to shape, as well as mill the holes in the 6" end plates for the 1 1/2" ferrule and the two 1/4" half couplings.
Pictures when those return, but until then, here is my simple minded conceptual:
Taken from:http://skunkpharmresearch.com/passive-butane-extractor-and-reclaimer/
What if you have lots of time, but limited financial resources?
A simple system like the Tamisium Essential Oils Extractor comes to mind, but while of quality design and manufacture, they certainly aren't cheap.
I started looking at passive butane recovery, which simply requires that the extraction pot be in hot water, and the recovery pot in an ice bath. I even designed a simple minded system from scratch, so as to get the price down, but alas, local machine shop costs still made it expensive and outside the resources of most maw and pa patients on fixed income.
Hee, hee, hee, a serendipitous order mistake at Glacier tank almost gave me a wet leg, because I had previously asked for 6" diameter sanitary spools, and was told that they were not available.
The spools are 12" long, so one is enough material to make the two tanks required, simply by cutting them in two pieces and welding on new bottoms.
I also grabbed two end plates, and tri-clamps, so that the two tanks will have tops, as well as a 1 1/2" tri-clamp ferrule, and a 1 1/2" tri-clamp to 1/4" female NPT adapter, plus the two 1 1/2" tri-clamps.
I grabbed a 1 1/2" spool 6" long for the column, which should about an ounce of dried prime bud, that has been sized and the sticks removed, by passing it through a 10 mesh sieve.
I picked up three 1/4" stainless ball valves at Paramount Supply, along with two 1/4" NPT 304 stainless half couplings.
For bottoms to the tanks, I ordered 1/2" X 6.5" diameter 304 blanks laser cut from plate, and dropped the parts off at a retired friends machine shop to have them machined to shape, as well as mill the holes in the 6" end plates for the 1 1/2" ferrule and the two 1/4" half couplings.
Pictures when those return, but until then, here is my simple minded conceptual:
Taken from:http://skunkpharmresearch.com/passive-butane-extractor-and-reclaimer/
Attachments
Last edited: