
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
banana buds builds a butane extraction and recovery system
- Thread starter banana buds
- Start date
banana buds
Member
Skinny columns relative to the openings in the ends, will always be more efficient. As the diameter of the column goes up, the rest of the system needs to follow.
Another underlying secret to fast recovery is a large surface area relative to the volume. You could use a larger paint pot to promote a larger boiling surface.
Two pumps would speed up recovery, especially if they were operating with separate lines to the lower pressure vessel and separate recovery tanks in cooled baths.
You could speed up the flood cycle with larger lines and/or higher differential pressure. As most tank valves are 1/4", perhaps two tanks on a common manifold might be a solution.
i know it's somewhere in your thread but as of this moment what are the typical batch sizes on your machine? 2oz in the column and 10 grams of concentrate? and you'e able to pull down a 15 minute cycle. so that means 8hrs of machine time can process 320 grams of end product (assuming your cycle times aren't dinged by reloading and resetting).
i'm trying to mentally compare here, my typical batches at this point are 500 grams in the column and 80 grams of concentrate pulled. i had mentally set my next milestone as being able to process a batch in 1 hour (and / or being able to process 1lb of concentrate in 8 hours of machine time), so while i am not necessarily against the idea of scaling the machine down for efficiency, it sounds like i still wouldn't achieve that with your size of machine. it's starting to sound like i might actually need to be running two appions to even begin to think about hitting that target, green goo or not.
if i add an appion and extra tanks, i could essentially run it as two conjoined systems. in my mind it seems like while T-ing everything together is ok, i might possibly need to worry about one of the recovery tanks filling before the other?
whatever the case, my goal at this moment is for the system as a whole to be able to cycle somewhere in the neighborhood of 20 or 25lbs of butane across in an hour. and not cook off my product into dark green goo in the process.
appion specs the g5 as being able to do 0.62lb/min of 76*F vapor. that's all well and good but i'm not sure how to figure out if that's even possible to achieve using butane and a system like this... if we assume i can be happy moving 20lbs in an hour, that is only 0.33lb/min - a little more than half of the factory vapor spec. to me that says that either the factory spec is somehow wrong for this application, or there are other improvements that could be made. would bringing the bath from 100*F up to 200*F be worth it? would the additional speed gained outweigh the risk of cooking the product at that much higher of a temp?
banana buds
Member
only concern with running 2x recovery units would be over filling one of the tanks if the volume of solvent being used in a run is greater then a single tanks holding capacity, 1 appion might be a little faster then the other for multiple reasons. perhaps building a tank manifold and adapting it to larger volume propane tank with a longer dip tube and larger fittings, might be cheaper in the end this route then buying multiple purpose built recovery tanks
well initially then i'd probably do this using two 50lb recovery tanks and a single fill tank.
i guess this means the system would go
_________________/---->(appion 1)----> (reco tank 1)
fill tank-->(system)
_________________\----->(appion 2)----> (reco tank 2)
the problem with this is the labor overhead of having a weird split setup. would have to figure out how to minimize time involved in between batches.....
banana buds
Member
another data point i need to figure out - assuming infinite appions, how fast can butane be evaporated for a given bath temp and in my size of vessel.
variables involved
-butane is exerting X pressure, from which we should be able to calculate the rate at which it is evaporating at that pressure.
-heat is being added to the system via the water bath at Y rate
-the vessel has straight sides, so we can consider the surface area of the fluid a constant thing (about 0.79 ft^2 i think).
it's been a while since i took chem, but i *think* that just the pressure measured in the vessel and the surface area of the butane should tell me what i need to know, and from there we can calculate whether adding appions would help the situation or if heat input and fluid surface area are the truly limiting factors.
variables involved
-butane is exerting X pressure, from which we should be able to calculate the rate at which it is evaporating at that pressure.
-heat is being added to the system via the water bath at Y rate
-the vessel has straight sides, so we can consider the surface area of the fluid a constant thing (about 0.79 ft^2 i think).
it's been a while since i took chem, but i *think* that just the pressure measured in the vessel and the surface area of the butane should tell me what i need to know, and from there we can calculate whether adding appions would help the situation or if heat input and fluid surface area are the truly limiting factors.
i know it's somewhere in your thread but as of this moment what are the typical batch sizes on your machine? 2oz in the column and 10 grams of concentrate? and you'e able to pull down a 15 minute cycle. so that means 8hrs of machine time can process 320 grams of end product (assuming your cycle times aren't dinged by reloading and resetting).
i'm trying to mentally compare here, my typical batches at this point are 500 grams in the column and 80 grams of concentrate pulled. i had mentally set my next milestone as being able to process a batch in 1 hour (and / or being able to process 1lb of concentrate in 8 hours of machine time), so while i am not necessarily against the idea of scaling the machine down for efficiency, it sounds like i still wouldn't achieve that with your size of machine. it's starting to sound like i might actually need to be running two appions to even begin to think about hitting that target, green goo or not.
if i add an appion and extra tanks, i could essentially run it as two conjoined systems. in my mind it seems like while T-ing everything together is ok, i might possibly need to worry about one of the recovery tanks filling before the other?
whatever the case, my goal at this moment is for the system as a whole to be able to cycle somewhere in the neighborhood of 20 or 25lbs of butane across in an hour. and not cook off my product into dark green goo in the process.
appion specs the g5 as being able to do 0.62lb/min of 76*F vapor. that's all well and good but i'm not sure how to figure out if that's even possible to achieve using butane and a system like this... if we assume i can be happy moving 20lbs in an hour, that is only 0.33lb/min - a little more than half of the factory vapor spec. to me that says that either the factory spec is somehow wrong for this application, or there are other improvements that could be made. would bringing the bath from 100*F up to 200*F be worth it? would the additional speed gained outweigh the risk of cooking the product at that much higher of a temp?
You may be confusing a passive recovery design I posted. The Mk I test sled holds about 240 grams of bud and processes that floor to floor in about 30 minutes, with a yield on average around 24.8% w/w raw BHO oleoresin extract, from which we produce about 23% w/w BHO Absolute Amber.
The hourly production rate is ~480 grams an hour, for a yield of about 110 grams an hour BHO AA after subsequent winterizing.
My system typically operates under 30 psi, so the boiling point of the butane is not substantially raised, and the hottest you can get the solution, is the lowest boiling point constituent, so having the bath at 200F doesn't mean the oil is.
What I do is run my hot water bath at as close to boiling as I can wide open at 1200 watts during the rapid evaporation under vacuum stage, to keep up with the extreme refrigerative effects from the evaporation, so that the temperature of the solution doesn't drop so far, that it grinds the process to a halt.
When the pressure drops below 10" hg vacuum, I throttle back the temperature to about 600 watts and around 120F for final purging.
banana buds
Member
You may be confusing a passive recovery design I posted. The Mk I test sled holds about 240 grams of bud and processes that floor to floor in about 30 minutes, with a yield on average around 24.8% w/w raw BHO oleoresin extract, from which we produce about 23% w/w BHO Absolute Amber.
The hourly production rate is ~480 grams an hour, for a yield of about 110 grams an hour BHO AA after subsequent winterizing.
My system typically operates under 30 psi, so the boiling point of the butane is not substantially raised, and the hottest you can get the solution, is the lowest boiling point constituent, so having the bath at 200F doesn't mean the oil is.
What I do is run my hot water bath at as close to boiling as I can wide open at 1200 watts during the rapid evaporation under vacuum stage, to keep up with the extreme refrigerative effects from the evaporation, so that the temperature of the solution doesn't drop so far, that it grinds the process to a halt.
When the pressure drops below 10" hg vacuum, I throttle back the temperature to about 600 watts and around 120F for final purging.
ah-ha! this is what happens when i've been up for over 24 hours. i forgot the fact that while there is liquid butane in the pot, the internals won't go hotter than the boiling point of butane at the current pressure. that means if i hit the thing with a 200* bath like you, i won't actually be cooking off my product at 200* at all. what this means is that i actual can stand to double my bath temps, which will speed up my cooking off time, without truly adding too much heat to the product.
so it seems that i want to throw as much heat energy at the pot as possible while boiling off the tane - i'll get the product out of the system faster and that should rectify part of my issues at least.
this makes sense. my surface areas (both of the liquid butane, and of the pot itself which relates to how much heat can hit the junk) are fixed, so this could mean that if i am trying to cycle less butane through the system at a given time, i might actually be able to increase system output?
for example, if i cut down to your column size - 120 grams of product, and flood with a proportionately smaller amount of butane (1.32lbs approx?) each time, i might actually be able to achieve even faster cycles than yours due to using a larger pot (my 5 gallons has a 12" diameter, not sure what your pot dimensions are but iirc it was a 2.5 gal pot?)
cliff notes:
-downgrade column to 120g capacity
-downgrade per-flood butane amount to approx 1.3lbs (whatever fills the new smaller column)
-increase bath temps to 200*F
-add a single new tank so that one is dedicated to fill and one is dedicated to recovery, and swap them at the end of each cycle.
do we think this is a good game plan or should alternate options be considered first? the mods outlined immediately above are vastly more cost effective than my other ideas (adding appions, multiple dedicated reco tanks, larger pressure pot).
banana buds
Member
commencing quick test - 120g loaded, going to flood only as much as necessary. will time runs and see where we are at, albeit with current bath temps and line sizes which should get improved later.
if i cut down to your column size - 120 grams of product, and flood with a proportionately smaller amount of butane (1.32lbs approx?) each time,
Our 24" column holds approximately 240 grams of sieved prime bud. With less compact preparation, or with less dense leaf material, the capacity will of course be less.
Most of our material goes into decarboxylated oral preparations, so it is heated in a 200F oven until just frangible, and scrubbed through about a 12 mesh screen to size it and remove all the stem material.
i might actually be able to achieve even faster cycles than yours due to using a larger pot (my 5 gallons has a 12" diameter, not sure what your pot dimensions are but iirc it was a 2.5 gal pot?)
My 2 1/2 gallon pot is 10 ", or 78 square inches, and your 12" is 113 square inches, so you would have 45% more surface area for the vacuum to operate against and more heated surface for heat transfer.
do we think this is a good game plan or should alternate options be considered first? the mods outlined immediately above are vastly more cost effective than my other ideas (adding appions, multiple dedicated reco tanks, larger pressure pot).
When you are flooding, you are operating on a push pull system, which won't work with separate tanks. You might manifold the two tanks together during the flood stage and separate them during straight recovery.
It is pretty fast with one tank in an ice bath, so you might wait until you see how fast it operates with just one 50# recovery tank, before adding a second one.
banana buds
Member
When you are flooding, you are operating on a push pull system, which won't work with separate tanks. You might manifold the two tanks together during the flood stage and separate them during straight recovery.
It is pretty fast with one tank in an ice bath, so you might wait until you see how fast it operates with just one 50# recovery tank, before adding a second one.
i'm trying to understand what you mean. hvac resources seem to indicate that push-pull applies to moving liquid out of the system, which doesn't seem to apply to this situation, what am i missing here?
i'm trying to understand what you mean. hvac resources seem to indicate that push-pull applies to moving liquid out of the system, which doesn't seem to apply to this situation, what am i missing here?
Butane doesn't have much tank head pressure at freezing temperatures, so it doesn't force the liquid out of the recovery tank dip tube with much pressure.
Push pull means that in principle you hook a liquid line from the recovery tank dip tube to one end of the column and the intake line from the pump to the other end of the column. You then connect the discharge hose from the pump, to the gas line on the recovery tank.
The pump compressing butane into the tank through the gas valve puts more head pressure on the butane, which pushes it through the column, as the intake side of the pump is pulling it through.
The only added difference in our systems, is that we've put a collection tank in the circuit, so that we are pumping the butane off as a gas instead of liquid.
banana buds
Member
18 mins recovery time, seemed to slow WAY down once it got into vacuum. more testing will be needed i suppose.
gray: i'm realizing we might be not on the same page - you know i am using my regular tank, not a recovery style, so i only have a single port on the tank? it sounds like you might be describing procedures that require a recovery tank which has two ports?
EDIT: i see now. you are using a recovery tank, i'm not. so you only mention the push-pull bit for use to generate head pressure on the chilled tank when filling? i was confused and thought that somehow related to speeding up the vapor recovery process.
gray: i'm realizing we might be not on the same page - you know i am using my regular tank, not a recovery style, so i only have a single port on the tank? it sounds like you might be describing procedures that require a recovery tank which has two ports?
EDIT: i see now. you are using a recovery tank, i'm not. so you only mention the push-pull bit for use to generate head pressure on the chilled tank when filling? i was confused and thought that somehow related to speeding up the vapor recovery process.
banana buds
Member
Push pull means that in principle you hook a liquid line from the recovery tank dip tube to one end of the column and the intake line from the pump to the other end of the column. You then connect the discharge hose from the pump, to the gas line on the recovery tank.
[
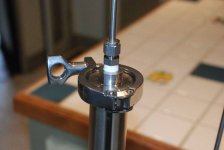
do you have closeup shots of your column end caps laying around? i'm probably going to go ahead and order the parts to swap out my column for one the same size as yours, so it would be great to be able to see what you did on there.
do you have closeup shots of your column end caps laying around? i'm probably going to go ahead and order the parts to swap out my column for one the same size as yours, so it would be great to be able to see what you did on there.
No close up of the lower one, but here is a macro side shot of the 3/4 MPT cap on one end and a shot of the 1/4 NPT female cap on the other end.
Attachments

banana buds
Member
alright then here's the tentative list of modifications pending:
-upgrade recovery line fitting on lid to a 3/8" flare x 1/4" NPT - this will fit in the existing hole
swap out entire column as follows:
-1/2" npt hole in lid of pot-->1/2" mpt union-->1/2" npt tee--> 1/2" ball valve--> 1/2" mpt x 1-1/2" triclamp--> 1-1/2" x 24" spool section----> 1-1/2" triclamp x 1/4" npt
-figure out how to heat water bath to 200*F and sustain that.
-pick up 50lb recovery tank
-pick up 3/8" lines for fill and recovery duty.
end result should be
-3/8" recovery
-3/8" fill
-1/4" overflow from top of column
-1/2" from bottom of column into pressure pot
-hotter bath
-colder tank
anything i'm missing?")
-upgrade recovery line fitting on lid to a 3/8" flare x 1/4" NPT - this will fit in the existing hole
swap out entire column as follows:
-1/2" npt hole in lid of pot-->1/2" mpt union-->1/2" npt tee--> 1/2" ball valve--> 1/2" mpt x 1-1/2" triclamp--> 1-1/2" x 24" spool section----> 1-1/2" triclamp x 1/4" npt
-figure out how to heat water bath to 200*F and sustain that.
-pick up 50lb recovery tank
-pick up 3/8" lines for fill and recovery duty.
end result should be
-3/8" recovery
-3/8" fill
-1/4" overflow from top of column
-1/2" from bottom of column into pressure pot
-hotter bath
-colder tank
anything i'm missing?
alright then here's the tentative list of modifications pending:
-upgrade recovery line fitting on lid to a 3/8" flare x 1/4" NPT - this will fit in the existing hole
swap out entire column as follows:
-1/2" npt hole in lid of pot-->1/2" mpt union-->1/2" npt tee--> 1/2" ball valve--> 1/2" mpt x 1-1/2" triclamp--> 1-1/2" x 24" spool section----> 1-1/2" triclamp x 1/4" npt
-figure out how to heat water bath to 200*F and sustain that.
-pick up 50lb recovery tank
-pick up 3/8" lines for fill and recovery duty.
end result should be
-3/8" recovery
-3/8" fill
-1/4" overflow from top of column
-1/2" from bottom of column into pressure pot
-hotter bath
-colder tank
anything i'm missing?
Looks good bro, but I wouldn't bother upsizing the butane fill line. It is under pressure, which has different dynamics than vacuum, and the flow will be limited by the 1/4" tank valve. It will also only take about 15 seconds with a 1/4" line anyway, so the return is slim.
banana buds
Member
here's from the short-run testing, not so bad eh? pre-98 bubba kush trim from a friend.

banana buds
Member
The color looks way different than the green of a few days ago. Did the yield % suffer with the quicker run?

not sure as i didnt get a chance to weigh it! but i just got lab results back on a sample of it and here's how it tested:
- Δ9-THC Wt. % - 4.68%
- Δ9-THCA Wt. % - 67.47%
- CBD Wt. % - 1.02%
- CBDA Wt. % - 0.33%
- CBG Wt. % - 0.40%
- CBGA Wt. % - 0.72%
- Δ9-THCVA Wt. % - 0.44%
- CBN Wt. % - 0.19%
